

Een afsluiter die in het tweede jaar roest, kost veel meer dan het prijskaartje doet vermoeden: ongeplande stilleggingen, vervangende arbeid en potentiële veiligheidsincidenten lopen snel op. De beslissing tussen koolstofstaal en roestvrij staal gaat niet alleen over het budget; het gaat erom de materiaaleigenschappen af te stemmen op de bedrijfsomstandigheden. Doe het goed, en uw afsluiters en afsluiters tientallen jaren betrouwbaar zal functioneren. EENls je het verkeerd doet, worden de gevolgen groter.
Afsluitkleppen versus afsluitkleppen: niet hetzelfde
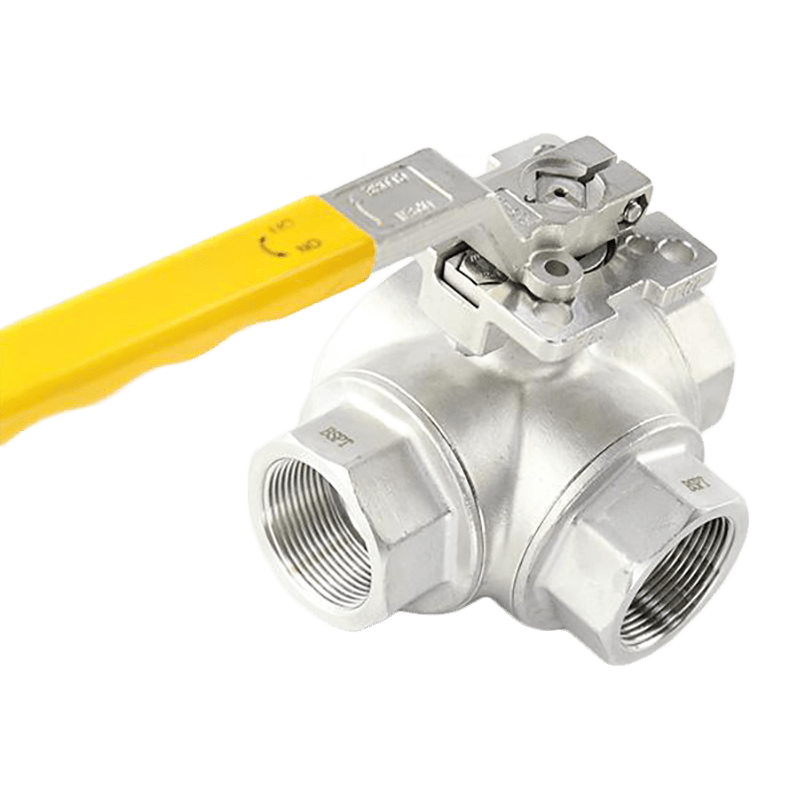
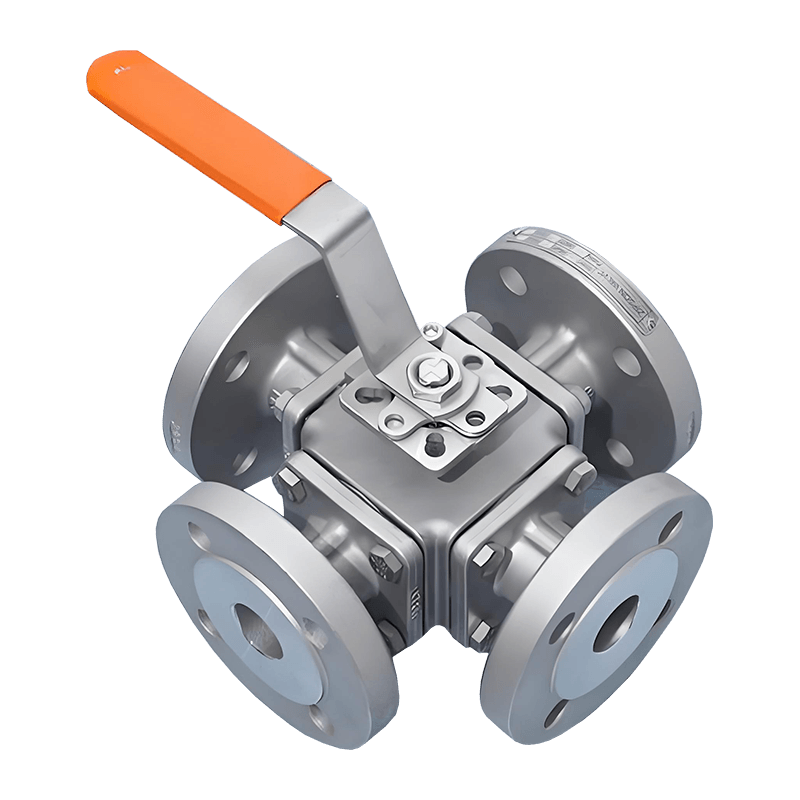
De twee termen worden vaak door elkaar gebruikt, maar ze vervullen verschillende rollen bij het ontwerp van pijpleidingen. Afsluiters zijn geoptimaliseerd voor debietregeling; ze bieden smoorcontrole en isolatie, waardoor ze geschikt zijn voor systemen die tijdens normaal bedrijf een nauwkeurige aanpassing van de stroom vereisen. Afsluiters zijn daarentegen ontworpen voor volledige, snelle sluiting: ze blokkeren de vloeistoftransmissie onmiddellijk in noodsituaties of veiligheidskritieke scenario's. Veel afsluiters zijn voorzien van snelle activeringsmechanismen of kunnen rechtstreeks worden geïntegreerd met geautomatiseerde besturingssystemen om respons op millisecondenniveau mogelijk te maken.
In de praktijk handmatige afsluiters zijn gebruikelijk bij onderhoudsisolatie, terwijl pneumatische en elektrische afsluiters omgaan met geautomatiseerde procescontrole. Het selecteren van het verkeerde type leidt tot over-engineeringkosten of onderprestaties in het veld.
Afsluiters van koolstofstaal: gebouwd voor druk, niet voor corrosie
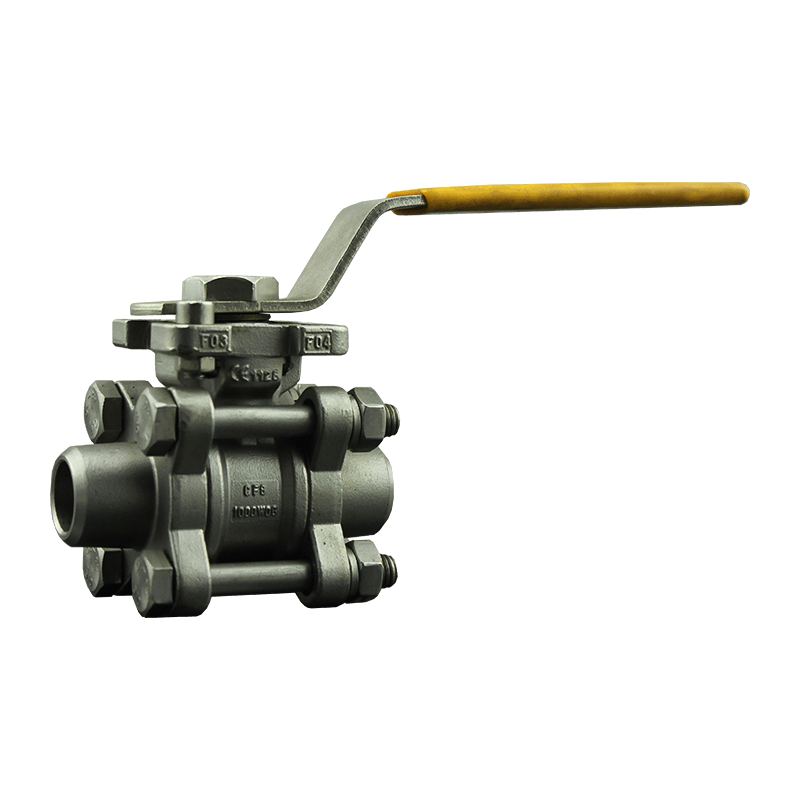
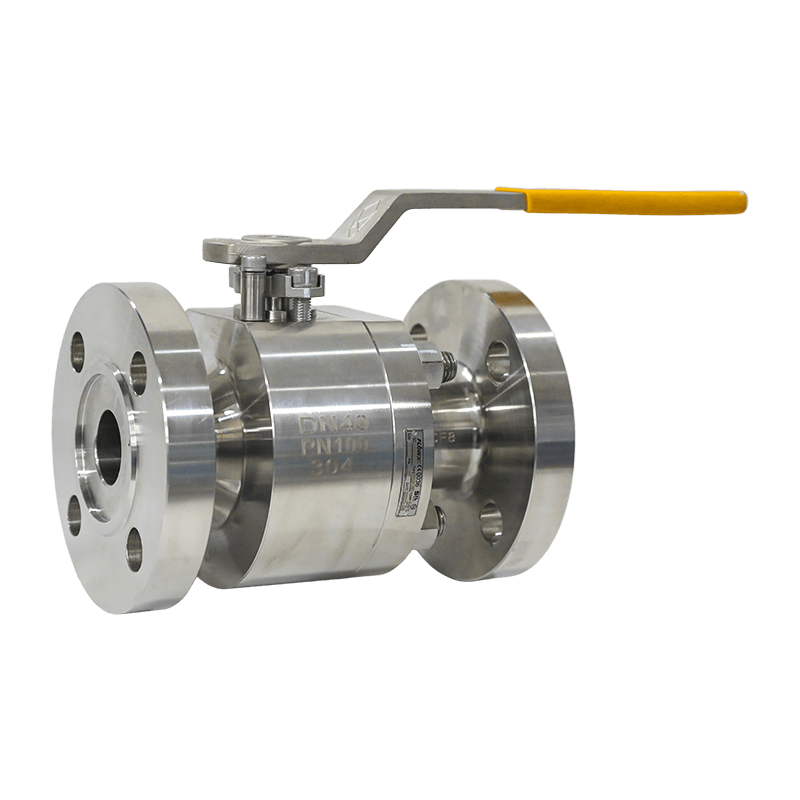
Koolstofstaal is de standaardkeuze voor hogedruk- en hogetemperatuurpijpleidingen. De treksterkte overtreft de meeste alternatieven bij verhoogde druk. Daarom domineert het petrochemische, stoomdistributie- en olietransmissiesystemen. Een goed gespecificeerd koolstofstalen klepafsluiter kan veeleisende thermische cycli aan zonder structurele vermoeidheid – een eigenschap die roestvrijstalen varianten van dezelfde grootte niet altijd kunnen evenaren.
De wisselwerking is de gevoeligheid voor corrosie. Koolstofstaal vereist oppervlaktebescherming: verzinken, epoxycoating of fosfaatconversielagen zijn standaardbehandelingen, afhankelijk van de blootstellingsomgeving. In droge industriële omgevingen of industriële omgevingen met een lage luchtvochtigheid presteert blank koolstofstaal goed. In vochtrijke of chemisch actieve omgevingen is een goede coating niet onderhandelbaar. Budget voor onderhoudscycli dienovereenkomstig: een hogere inspectiefrequentie is de prijs van het gebruik van dit anderszins economische materiaal.
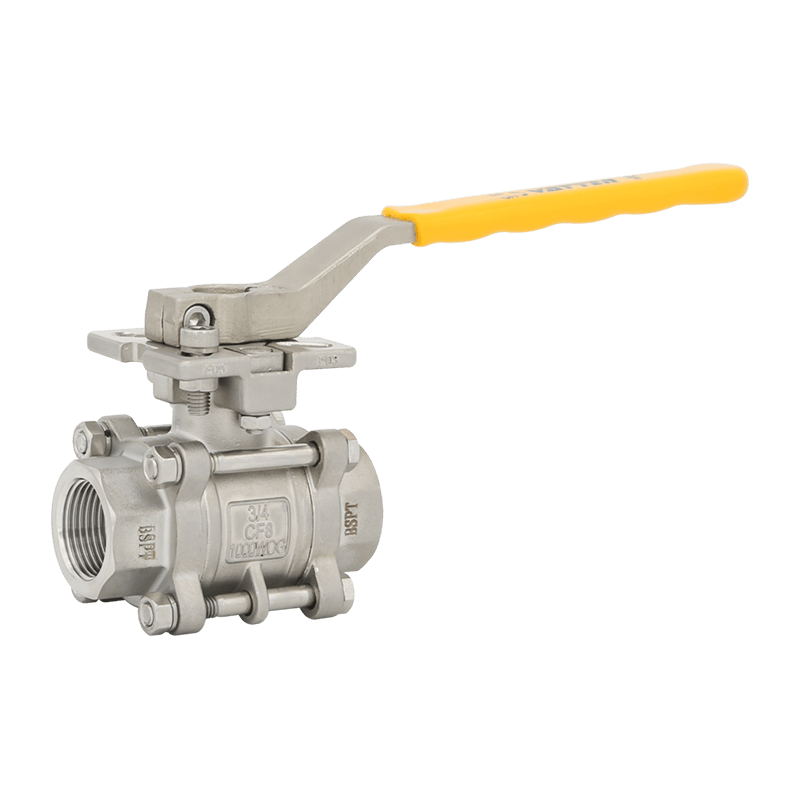
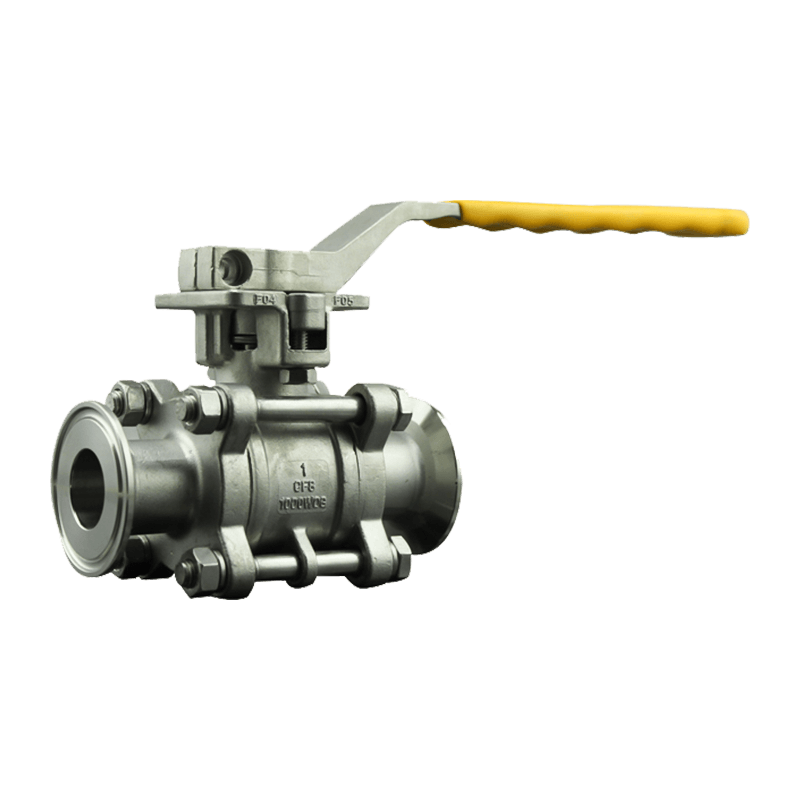
Roestvrijstalen afsluiters: waarde op lange termijn in agressieve omgevingen
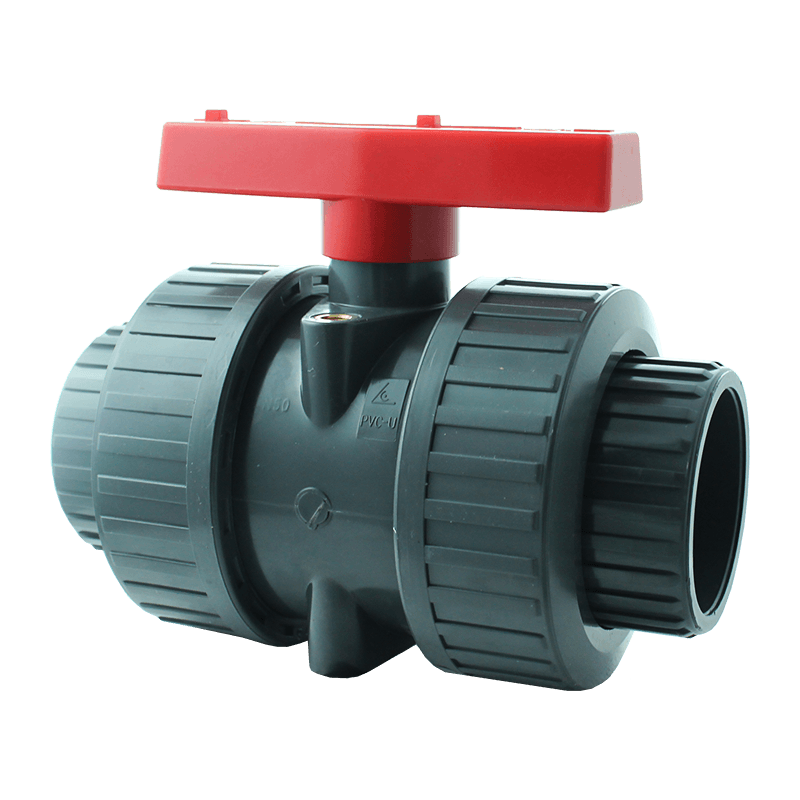
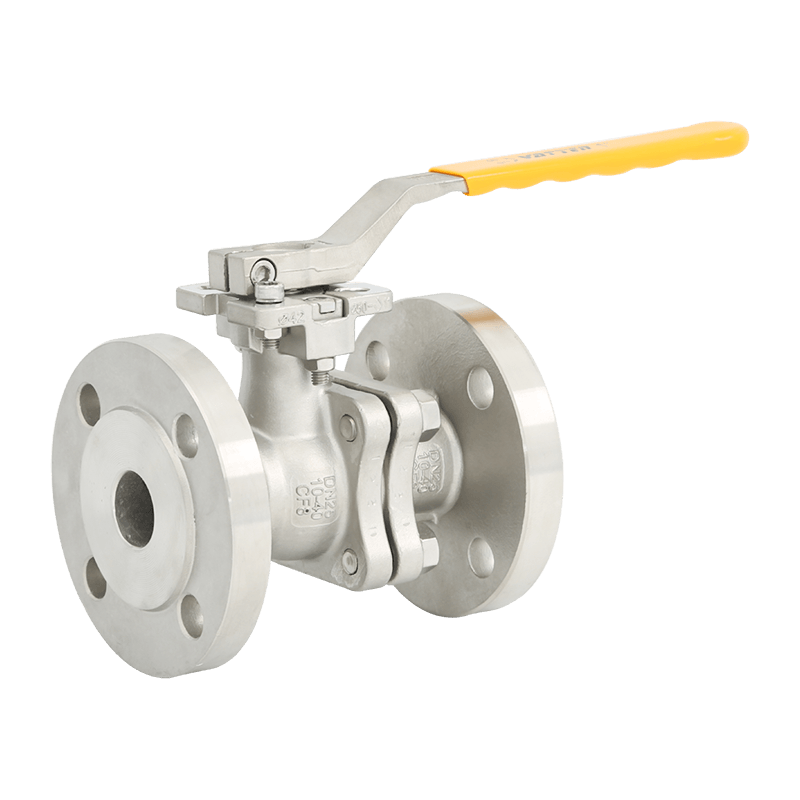
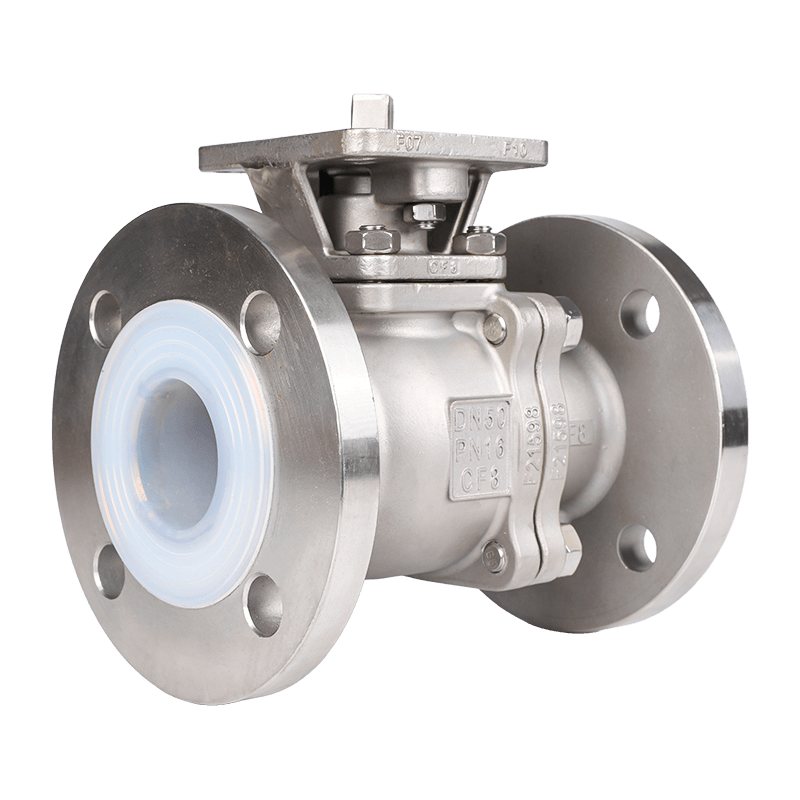
Roestvrijstalen afsluiters presteren beter dan koolstofstaal overal waar corrosie de voornaamste bedreiging is — acid lines, alkali systems, saline process fluids, coastal installations, and food-grade or pharmaceutical pipelines all fall into this category. De kwaliteiten 304 en 316 komen het meest voor. Graad 316 voegt molybdeen toe, dat een betekenisvolle bescherming biedt tegen door chloride veroorzaakte putjes; voor alles dat wordt blootgesteld aan zeewater of gechloreerde schoonmaakmiddelen is 316 de minimale specificatie.
Het belangrijkste praktische voordeel is de lagere onderhoudsfrequentie. Roestvast staal behoudt zijn integriteit van het afdichtingsoppervlak, zelfs na duizenden bedrijfscycli onder agressieve omstandigheden, terwijl koolstofstalen kleppen in vergelijkbare omgevingen veel vaker moeten worden geïnspecteerd, opnieuw moeten worden gecoat en de zitting moet worden vervangen. De hogere initiële investering in a roestvrijstalen afsluitklep herstelt zich vaak binnen twee tot drie jaar als rekening wordt gehouden met de totale eigendomskosten (inclusief downtime).
Head-to-Head: koolstofstaal versus roestvrij staal
| Functie | Afsluiter van koolstofstaal | Roestvrijstalen afsluiter |
|---|---|---|
| Druk weerstand | Uitstekend — geschikt voor hogedrukleidingen | Goed: er zijn limieten voor het temperatuurbereik van toepassing |
| Corrosiebestendigheid | Matig — vereist een beschermende coating | Outstanding — handles acids, alkalis, salts |
| Onderhoudsfrequentie | Hoger – roestpreventie-intervallen | Lager: het oppervlak wordt langzaam afgebroken |
| Initiële kosten | Economisch | Hogere initiële investering |
| Beste toepassingen | Petrochemische, stoom-, oliepijpleidingen | Voeding, farmacie, chemie, kustinstallaties |
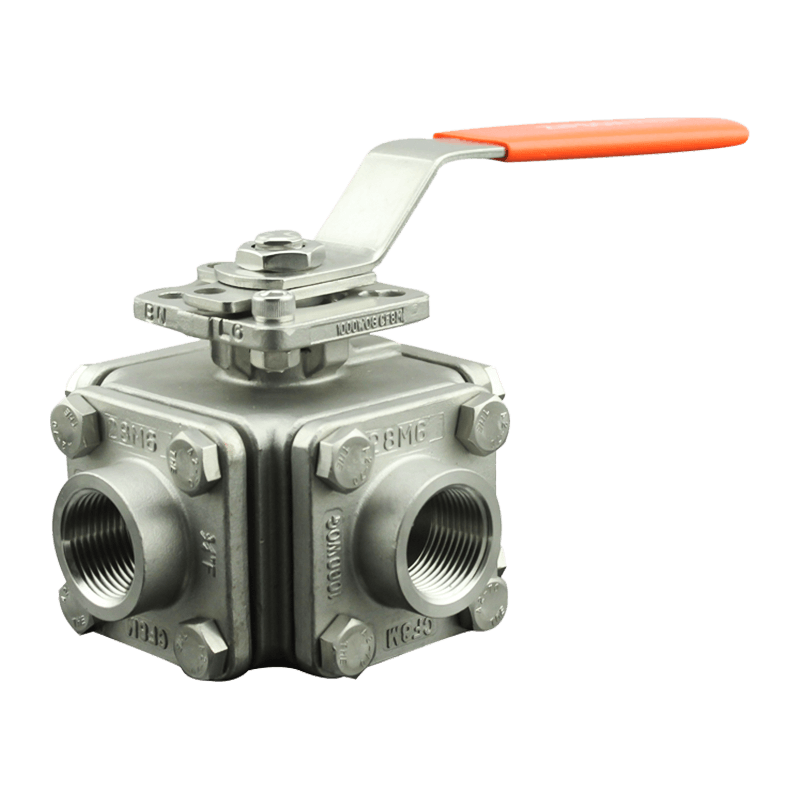
Actuatortype: handmatig, pneumatisch of elektrisch?
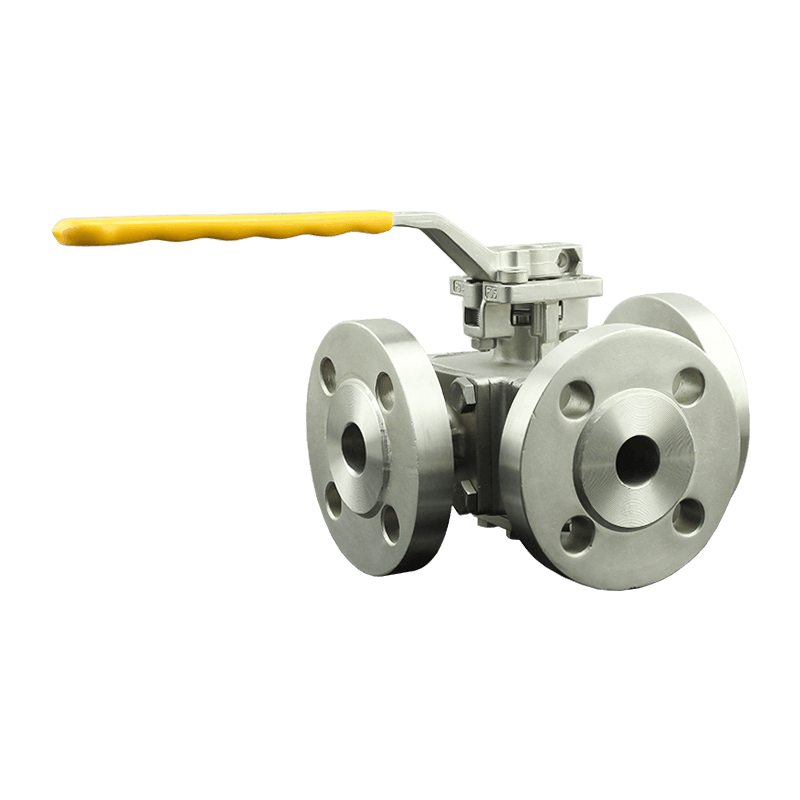
Materiaalkeuze is slechts de helft van de beslissing. Het actuatortype bepaalt hoe de klep in de besturingsarchitectuur van uw systeem wordt geïntegreerd. Handmatige kleppen zijn zinvol voor niet-frequente isolatiepunten – onderhoudsbypasses, afvoerleidingen en bemonsteringspoorten. Pneumatische actuatoren zijn snel en betrouwbaar in omgevingen met een gevestigde persluchtinfrastructuur, en ze zijn voorspelbaar storingsvrij wanneer de luchttoevoer wegvalt. Elektrische actuatoren bieden nauwkeurige positionering en directe integratie met SCADA- en DCS-systemen, waardoor ze de standaardkeuze zijn voor volledig geautomatiseerde processen.
A elektrische koolstofstalen afsluiter combineert de drukweerstand van koolstofstaal met slimme regelmogelijkheden - geschikt voor geautomatiseerde hogedruksystemen. Voor automatisering van corrosieve media is een elektrische roestvrijstalen afsluiter biedt zowel materiaalduurzaamheid als bediening op afstand.
Veelvoorkomende storingsmodi en preventief onderhoud
De meeste defecten aan afsluiters zijn voorspelbaar en te voorkomen. Slijtage van de zitting treedt op bij kleppen die herhaaldelijk worden gesmoord in gedeeltelijk geopende posities - dit is zowel een probleem bij verkeerde toepassing als bij onderhoud. Afsluiters moeten volledig open of volledig gesloten werken; gedeeltelijk open bedrijf versnelt erosie. Lekkage van de pakking rond de steel is de op een na meest voorkomende storing en kan worden verholpen door routinematige smering en tijdige vervanging van de pakking. Corrosieputvorming op de afdichtingsoppervlakken is de dominante faalwijze bij onjuist gespecificeerde materialen.
- Vervang beschadigde afdichtingen onmiddellijk; interne lekkages staan onder druk en versnellen de erosie van de zitting.
- Smeer de schroefdraad van de steel regelmatig; droge stengels veroorzaken vreten waardoor de klep uiteindelijk onbruikbaar wordt.
- Zorg ervoor dat u het handwiel niet te strak aandraait; overmatige kracht vervormt zachte zittingen en scheurt harde zittingen.
- Plan druktests na 12-18 maanden dienst in toepassingen met een hoge cyclus.
- Inspecteer de verbindingen tussen motorkap en behuizing op microcorrosie, vooral bij koolstofstalen kleppen in vochtige omgevingen.
Selectiechecklist: vier vragen voordat u opgeeft
Om tot de juiste klepspecificatie te komen, is voor de meeste toepassingen geen uitgebreide technische analyse nodig. Vier vragen bestrijken de meeste gevallen: (1) Wat is het werkdruk- en temperatuurbereik? Hogedrukstoom- of olieservicepunten richting koolstofstaal. (2) Wat is het medium – is het corrosief? Zuren, logen, zoutoplossingen of vloeistoffen van voedingskwaliteit vereisen roestvrij staal. (3) Hoe vaak draait de klep? Hoogcyclische toepassingen hebben robuuste zitmaterialen en toegankelijke onderhoudstrajecten nodig. (4) Is geautomatiseerde controle vereist? Zo ja, specificeer dan vanaf het begin het actuatortype naast het materiaal van de behuizing. Retrofit-actuatorinstallaties op handmatige kleppen leiden tot lekkagepunten en uitlijningsproblemen.
Het volledige assortiment van handmatige, pneumatische en elektrische afsluiters in zowel koolstofstaal als roestvrij staal dekt vrijwel elke combinatie van deze vereisten. Pas de specificatie aan de operationele realiteit aan en de klep wordt een langetermijnactivum in plaats van een terugkerende onderhoudsverplichting.